Фрезерный станок с ЧПУ: устройство и схема станка ЧПУ

В основе классификации фрезерных станков с ЧПУ лежат следующие признаки:
- расположение шпинделя (горизонтальное и вертикальное);
- число координатных перемещений стола или фрезерной бабки;
- число используемых инструментов (одноинструментные и многоинструментные);
- способ установки инструментов в шпиндель станка (вручную или автоматически).
По компоновке фрезерные станки с ЧПУ делят на четыре группы:
- вертикально-фрезерные с крестовым столом;
- консольно-фрезерные;
- продольно-фрезерные;
- широкоуниверсальные инструментальные.
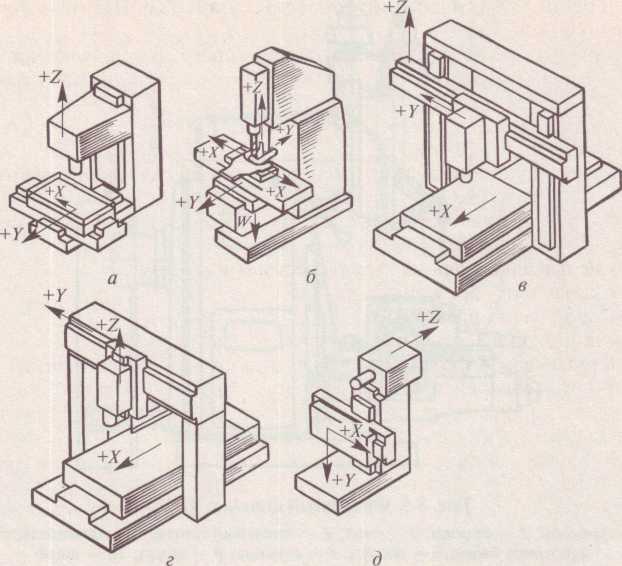
В вертикально-фрезерных станках с крестовым столом (рис. 1, а) стол перемещается в продольном (ось X) и поперечном (ось Y) горизонтальном направлениях, а фрезерная бабка — в вертикальном направлении (ось Z).
В консольно-фрезерных станках (рис. 1, б) стол перемещается по трем координатным осям (X, Y, Z),a бабка неподвижна.
В продольно-фрезерных станках с подвижной поперечиной (рис. 1, в) стол перемещается по оси X, шпиндельная бабка — по оси У, а поперечина — по оси Z. В продольно-фрезерных станках с неподвижной поперечиной (рис. 1, г) стол перемещается по оси X, а шпиндельная бабка — по осям У и Z.
В широкоуниверсальных инструментальных фрезерных станках (рис. 1, д) стол перемещается по осям X и У, а шпиндельная бабка — по оси Z
Фрезерные станки в основном оснащают прямоугольными и контурными УЧПУ.
При прямоугольном управлении (условное обозначение в модели станка — Ф2) стол станка совершает движение в направле¬нии, параллельном одной из координатных осей, что делает невозможной обработку сложных поверхностей. Станки с прямоугольным управлением применяют для фрезерования плоскостей, скосов, уступов, пазов, разновысоких бобышек и других аналогичных поверхностей.
При контурном управлении (условное обозначение в модели станка — ФЗ и Ф4) траектория перемещения стола более сложная. Станки с контурным управлением используют для фрезерования различных кулачков, штампов, пресс-форм и других аналогичных поверхностей. Число управляемых координат, как правило, равно трем, а в некоторых случаях — четырем и пяти. При контурном управлении движение формообразования производится не менее чем по двум координатным осям одновременно.
В отдельных случаях на фрезерных станках при обработке заготовок простой формы в условиях средне- и крупносерийного производства также применяют системы ЧПУ.
Во фрезерных станках с ЧПУ в качестве привода главного движения используют асинхронные электродвигатели (в этих случаях имеется коробка скоростей) или электродвигатели постоянного тока.
На небольших фрезерных станках с прямоугольным ЧПУ применяют один приводной электродвигатель постоянного тока и коробку передач с автоматически переключаемыми электромагнитными муфтами, а на тяжелых станках с контурным управлением каждое управляемое координатное перемещение осуществляется от автономного электропривода постоянного тока.
.jpg)
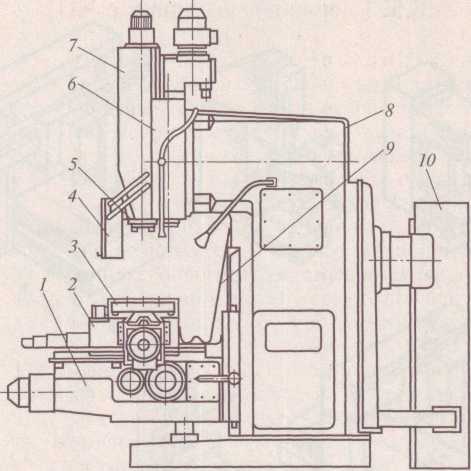
На этих направляющих монтируется стол 9. Такая компоновка узлов обеспечивает столу перемещение в трех направлениях (продольном, поперечном и вертикальном). В станине расположена коробка скоростей 4 с рукояткой и лимбом 5 и привод с электродвигателем 3, обеспечивающим вращение шпинделя. В консоли 10 размещена коробка подач 11 с электродвигателем, лимбом и рукояткой для установки подач. В верхней части станины смонтирован горизонтальный шпиндель, а над выдвижной частью — хобот 6. На направляющих хобота закреплены поворотная 7 и накладная 8 головки, которые являются опорами фрезерных оправок для установки на них фрез.
Кинематическая схема станка показана на рис. 3. Главное движение в станке и движение подачи происходят следующим образом.
Привод горизонтального шпинделя (главного движения) осуще¬ствляется электродвигателем Ml через зубчатые передачи. Число ступеней частот вращения равно числу вариантов передаточных отношений от электродвигателя до шпинделя, т. е. 3 х 3 х 2 = 18.
Приводы движения подач фрезерных станков с ЧПУ имеют короткие кинематические цепи, передающие движение от двигателя непосредственно исполнительному органу.
Компоновка вертикально-фрезерного консольного станка с ЧПУ (рис. 2) мало отличается от компоновки традиционного станка без ЧПУ. На станине вмонтируют узлы и механизмы станка. Станина спереди имеет направляющие, закрытые кожухом 9, по которым перемещается консоль У. На горизонтальных направляющих смонтированы салазки 2, по продольным направляющим которых передвигается стол 3. На привалочной плоскости станины закреплена фрезерная бабка 6, по вертикальным направляющим которой перемещается ползун 7 со шпинделем 5. В соответствии с требованиями безопасности труда ползун имеет защитный щиток 4. Сзади станка расположен шкаф10 с электрооборудованием и УЧПУ.